
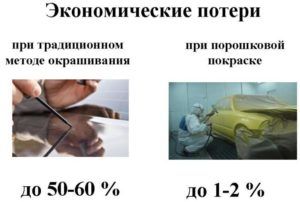
Способы и технология порошковой покраски металла
Порошковая покраска – это современная технология, которая позволяет добиться надежного и долговечного покрытия практически на любых поверхностях. Нанесение не представляет особого труда при наличии навыков, но требует задействования специального оборудования. Особенностью этого метода является то, что покраска происходит сухим способом, а защитный слой образуется при последующем нагревании.

Методы работы с порошковой краской
Хотя порошковый метод окрашивания известен уже довольно долго, его техническое развитие началось сравнительно недавно. За это время появилось несколько способов проведения процесса.
-
Наиболее популярным и распространенным считается электростатическое распыление. Принцип заключается в том, что частички порошка приобретают электрический заряд, проходя через распылитель. При этом обрабатываемое покрытие остается электрически нейтральным. Именно эта разница создает электрическое поле, за счет которого порошок притягивается к поверхности и прочно удерживается. Это первая стадия покраски. Далее, обработанная деталь помещается в специальную печь, где происходит нагрев при температуре около 200 градусов. Недолговременное воздействие расплавляет верхний слой, и он надежно впитывается в основание. Электрический заряд постепенно исчезает.
Востребованность первого метода покраски объясняется тем, что такой вариант имеет большее технологическое развитие. С другими способами все сложнее: второй метод нуждается в тщательном подборе температуры, а третий появился сравнительно недавно.
Необходимое оборудование
Хотя количество необходимых инструментов и приспособлений зависит от масштабов работ, обязательно наличие следующего:
- Окрасочная камера. Позволяет выполнить порошковую покраску качественно, избегая постороннего воздействия. При производстве она дополнительно оснащается рекуператором, который отвечает за сбор оставшегося порошка, что значительно снижает расходы. В последующем частички проходят фильтрацию.
Естественно, крупные производства имеют специальные системы подвесов и доставки, что облегчает работы и ускоряет темп.
На заметку! Нагревание, которое необходимо на последней стадии окрашивания, не позволяет выполнять процесс с материалами, подверженными температурным деформациям. Поэтому наиболее популярной считается обработка металлических деталей и элементов.
Плюсы и минусы
Покраска порошковой краской имеет множество положительных свойств, среди которых особенно выделяются:
-
Простота процесса. Если исключить необходимость применения специального оборудования, то мероприятие не представляет особой сложности. Для работы используется готовый порошок, не нуждающийся в смешивании или колеровке. Нанесение происходит быстро.
Но при всех достоинствах метод не лишен и недостатков:
- Покраске подвергаются преимущественно металлоконструкции. Это объясняется воздействием температур от 150 до 250 градусов.
- Хотя диапазон цветов обширен, самостоятельно колеровку выполнять нельзя. В работе используются исключительно готовые составы.
- Сложный по форме металлопрокат трудно окрашивать.
- Дефекты покрытия устраняются только полным перекрашиванием.
На заметку! Использование порошкового способа действительно весьма рационально, но в дизайнерском плане уступает другим вариантам. Хотя в настоящее время существуют специальные смеси с разными визуальными и тактильными эффектами.
Порядок выполнения работ
Технология порошковой окраски различных металлических изделий представляет собой совокупность мероприятий. Подробный перечень работ включает немаловажный этап – подготовку предмета, качество проведения которого определяет результат.
Подготовка
Необходимо выполнить следующие действия:
Поверхность тщательно очищается. Для этого проводится ряд процедур:
- Механическое удаление следов ржавчины и окислов с металла. При необходимости снимается и старый декоративный слой. Для этого процесса используются подручные инструменты: шлифовальные машинки, щетки, скребки. Если требуется, задействуются специальные смывки. Наиболее эффективной считается пескоструйная очистка, которая за счет воздействия абразивных частиц под давлением позволяет быстро удалить все лишнее.
Формируется конверсионный подслой. Он необходим для защиты поверхности от попадания различных загрязнителей. Составы для этого выбираются исходя из вида обрабатываемого материала. Так, для деталей из алюминия применяется хромовый ангидрид, а для стали – фосфат железа.
Если требуется, то выполняется пассивирование. Этот процесс направлен на закрепление антикоррозионного покрытия.
Следует знать! Стадии подготовки могут разниться в зависимости от того, какие изделия подвергаются обработке, и сферы их применения. Порой достаточно провести тщательную очистку и обезжиривание.
Нанесение красителя
Порошковую окраску металла проводят следующим образом:
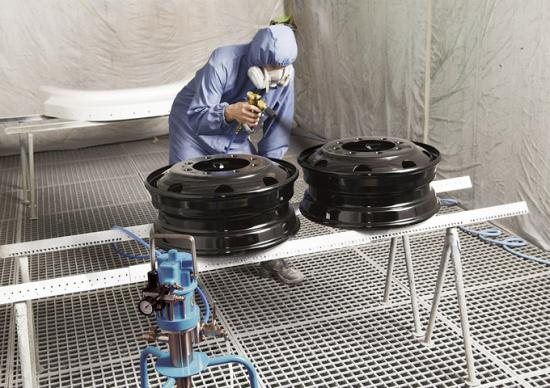
- Окрашиваемые элементы после подготовки и просушки помещаются в камеру. При этом они закрепляются на раме, которая обязательно должна иметь заземление. Если работы выполняются дома, то создаются похожие условия.
Порошковая покраска считается завершенной. По прошествии 30 минут металлическое изделие вынимается из печи и остужается, после полного остывания элемент готов к использованию.
Покраска порошковой краской изделий из металла, правила нанесения

Отличия в составе и технологии использования порошковой краски, выделяют данный вид покрытия в «особый класс» относительно остальных лакокрасочных материалов. В настоящее время порошковая окраска металлических изделий получила существенное распространение в промышленности, начиная от самолётостроения вплоть до выпуска бытовых товаров и принадлежностей.
Порошковая окраска металлических изделий: технология процесса и основные этапы
Технологический процесс порошковой покраски разделяются на следующие этапы:
- подготовка окрашиваемой поверхности;
- нанесение краски в виде порошка;
- формирование жидкой плёнки при высокой температуре;
- химическое отверждение плёнкообразующего материала (при использовании термореактивных красок);
- окончательное формирование покрытия.
Подготовка поверхности
При подготовке окрашиваемой поверхности следует учитывать, что необходимо обеспечить не только смачиваемость с жидкой фазой плёнкообразователя, но и равномерное распределение порошковых материалов при напылении. Уделяется внимание как удалению всевозможных поверхностных загрязнений, так и обеспечению поверхности необходимой шероховатости. Дополнительно к механическим способам подготовки поверхности могут использоваться и химические, такие как обезжиривание, травление или фосфатирование.
Нанесение порошковых материалов
Порошковая окраска металла осуществляется:
- электростатическим напылением;
- погружением во взвешенный слой электризованного порошка;
- газопламенным способом.
Благодаря своей простоте и универсальности, наибольшее применение получило нанесение краски электростатическим напылением. Для плоских поверхностей могут использоваться специальные магнитные щётки-валики по технологиям, используемыми в копировальной технике. Окунание в «кипящий слой» используется на автоматических линиях при конвейерном производстве однотипных изделий. Газопламенный способ из-за чрезмерной неравномерности слоя и свойств получаемого покрытия распространения не получил. Существующее плазменное напыление отличается применением низкотемпературной плазмы для нагрева частиц и использованием инертного газа; ограничивается использованием термостойких порошков при нанесении тонких покрытий на термостойкие материалы.
Удержание и равномерность распределения на поверхности металлических изделий порошковых материалов обеспечиваются за счет электростатических сил взаимодействия заряженных частиц краски и «электронейтральной» поверхности. Перед напылением частицы краски в пистолете получают электрический заряд:
- в поле коронарного заряда, создаваемого электродом;
- за счет трения о поверхность оборудования.
Заряд частиц, как правило, отрицательный, величина заряда должна соответствовать оптимальному диапазону, позволяющему удерживать частицы на поверхности до образования жидкой плёнки и не нарушающему технологию нанесения. Регулируется характеристиками электрода или скоростью движения частиц при трении о поверхность оборудования, площадью и материалом поверхности.
При электростатическом напылении покрытия одинаково качественно формируются на горизонтальных и вертикальных поверхностях. Нулевой заряд металлического изделия обеспечивается заземлением.
Формирование жидкой плёнки

Технология нанесения порошковой краски
Пленкообразование происходит при нагреве порошковых материалов до вязко-текучего состояния, при этом происходит:
- деформация и вязкое течение материала;
- удаление воздуха;
- смачивание жидким материалом поверхности подложки.
При производстве труб и металлического профиля используется нанесение порошка в «кипящем слое» на предварительно нагретые заготовки, процесс формирования жидкой плёнки происходит за счет аккумулированного тепла или дополнительного нагрева.
В случае использования термореактивных красок при высокотемпературной выдержке дополнительно происходит химическое отверждение жидкой плёнки за счет полимеризации или поликонденсации плёнкообразователей. Это удлиняет время высокотемпературной выдержки, повышает затраты и снижает производительность. Существуют составы на основе термореактивных смол, ускоренное отверждение плёнок которых происходит при ультрафиолетовом облучении.
Окончательное формирование покрытия
Итоговое формирование пленки происходит при охлаждении изделия. Условия могут отличаться как скоростью охлаждения, так и средой. Прочностные характеристики покрытия и силы адгезии, в зависимости от условий формирования, может изменяться на десятки процентов. При этом для разных видов полимеров практикуется ускоренное и замедленное охлаждение . Охлаждение покрытия в пластифицирующих полимерных средах может снизить внутренние напряжения покрытия до нуля.
В отличие от термореактивных, термопластичные краски позволяют легко устранять дефекты покрытия с использованием повторного «спекания».
Широко используется порошковое окрашивание в строительной промышленности при производстве профиля из стали и алюминия, изготовлении дверей, ворот и других металлоконструкций. В автомобильной промышленности применяется при производстве дисков колёс и других деталей.
Несмотря на сложность колеровки, некоторые производители предоставляют порошковые краски до 250-ти цветов по таблицам RAL.
Порошковая окраска металла: правила и рекомендации

Процесс подготовки металлических деталей к покраске
При покраске металлических изделий порошковой краской как на промышленных линиях, так и своими руками в домашних условиях, необходимо следовать таким рекомендациям:
- Используйте порошковые материалы проверенных производителей.
- Без правильного заземления металлического изделия нарушается электростатический механизм удержания и распределения порошковых материалов на поверхности. Поэтому необходимо следить за состоянием подвесных крючков, обеспечивающих заземление деталей. Следует предусмотреть технологическую операцию очистки крючков и контроль цепи заземления.
- Напыление порошковых материалов необходимо производить минимально необходимым количеством воздуха. Чрезмерная подача воздуха приводит к:
- перерасходу краски;
- повышенному износу оборудования;
- нарушению технологии электризации частиц порошка;
- изменению гранулометрического состава краски;
- ухудшению видимости в окрасочной камере.
- Качественное покрытие получают при использовании воздуха нужной кондиции. При этом следует уделять внимание не только отсутствию пыли, но и содержанию в воздухе влаги и масла. Необходимо использовать соответствующие фильтры до подачи воздушной смеси в оборудование. В качественном воздухе:
- размер твёрдых частиц не превышает 0,3 мкм;
- точка росы не превышает 4 °С (т.е. при 20 °С влажность не более 35%);
- содержание масла не более 0,1 промилле.

Оборудование для порошковой окраски
- При повторном использовании порошковых материалов учитывается изменение исходного состава, прежде всего гранулометрического. Не следует превышать количество допускаемых добавок регенерированных материалов в исходные порошки. Тщательно гомогенизируйте смесь порошков перед использованием.
- Не допускайте смешивания краски различных цветов и видов. При переходе на другую краску необходимо тщательно очистить всё оборудование. Желательно иметь для каждой используемой краски отдельные расходные бункера и шланги.
- Без подготовки поверхности не получите качественного покрытия. При этом следует учитывать назначение и условия эксплуатации изделия. Раму велосипеда надо подготавливать несколько иначе, чем элементы офисного стола. Небрежная подготовка приводит к:
- поверхностным дефектам покрытия;
- отслоению краски;
- преждевременному разрушению покрытия в агрессивной среде.
- Стоимость исходного порошка не определяет реальную экономичность покрытия. Следует учитывать:
- расход материалов на единицу площади поверхности;
- долговечность покрытия;
- устойчивость к воздействию вредных условий;
- внешний вид.
- Учитывайте условия хранения порошковых материалов. Повышенная температура может снизить как технологические характеристики порошка, так и эксплуатационные свойства покрытия. Используемая тара должна быть водонепроницаема из-за высокой гигроскопичности материалов. Обычно рекомендуемая температура в складе не должна превышать 25…28 °С, влажность не более 50%.
- Строго соблюдайте рекомендуемую технологию «спекания» порошка. Следует учитывать, что температура воздуха в рабочей зоне печи является косвенной характеристикой техпроцесса. Работа установки должна обеспечивать равномерный прогрев металла изделия до оптимальных температур. В зависимости от вида материала и массы изделия оптимальная температура воздуха и время выдержки могут меняться и отражаются в инструкции.
- Своевременно выполняйте технические регламенты по поддержанию работоспособности оборудования участка. Профилактическое обслуживание, включая регулярную очистку, осмотр, ремонт и замену компонентов, является основой безупречной работы и получения качественной продукции. Используйте запасные части оригинальных производителей. Хорошо зарекомендовало себя оборудование компании TESLA.
Техника безопасности
Основными видами угрозы при порошковой окраске изделий являются:
- попадание пыли в лёгкие и на поверхность кожи маляра;
- образование взрывоопасной пылевоздушной смеси.
Видео: порошковая покраска металлических дверей
Порошковая окраска металлических изделий-технология выполнения
Современные технологии окрашивания металлических изделий порошковыми красками стремительно развиваются. Использование жидких лакокрасочных материалов в производственных условиях постепенно уходит на второй план. Большинство производителей металлоизделий делает выбор в пользу порошковых красок, так как они обеспечивают качественное и долговечное декоративно-защитное покрытие.
Что такое порошковые краски
Этот высокотехнологичный красящий материал обладает уникальными свойствами, которых нет у жидких красок. Они состоят из красящих пигментов, пленкообразующих смол и катализаторов, обеспечивающих отвердение материала. В их составе отсутствует растворитель, а в функции дисперсионной среды выполняет воздух. Это делает порошковые краски менее токсичными и более дешевыми в производстве.
Что окрашивают сухими красками
Метод порошкового окрашивания подходит не для всех поверхностей. Его используют, когда необходима дополнительная защита от коррозии, долговечность и прочность. В некоторых случаях порошковая краска способна обеспечить электроизоляцию.
Порошковое окрашивание применяют в основном в промышленном производстве для:
- кованых изделий, алюминиевых профилей и оцинкованного металла;
- лабораторного и медицинского инвентаря;
- мебели;
- бытовой техники;
- спортивного инвентаря.
Преимущества порошкового окрашивания
-
Минимальное количество отходов. Окрашивание на качественном оборудовании дает эффективность до 98%.
В лучшую сторону изменяются санитарно-гигиенические условия туда. Это экологически чистая технология, при которой даже в печи концентрация летучих веществ не доходит до предельно допустимых норм.
Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.
Виды порошковых красок
По типу образования пленки сухие краски принято подразделять на:
- термореактивные. Готовая пленка образуется после химических преобразований;
- термопластичные. Окрашивание происходит под воздействием высокой температуры без химических реакций.
Термореактивные краски более распространены. Для их приготовления используются акриловые, эпоксидные или полиэфирные смолы. Их преимущество заключается в том, что поверхность не будет деформироваться после повторного разогрева. Термореактивные краски могут применяться для окрашивания изделий, которые будут эксплуатироваться в тяжелых условиях.
В термопластичных красках в качестве смол могут использоваться полиэстеры, винилы или нейлоны. Твердое покрытие образуется без химической реакции только путем остывания и затвердевания. Состав затвердевшей краски аналогичен составу исходного материала. Это позволяет повторно производить нагревание и плавление порошка.
Способы нанесения порошковой краски
Технология окрашивания при помощи сухого материала позволяет применять несколько вариантов распыления порошка.
Нанесение краски направленным потоком воздуха. Изделие нагревается и при помощи краскопульта частицы порошка распределяются по поверхности. Качественное покрытие получается только после наиболее точного определения температуры нагревания металла. Недостатком этого метода является необходимость дополнительной термической обработки после полимеризации.
Электростатическое напыление. Этот метод окрашивания наиболее распространен. Прилипание частичек обеспечивается электростатическим напряжением. После полимеризации изделие остывает в естественных условиях. Не прилипший порошок можно повторно использовать, для его сбора предусмотрены специальные камеры. Лучше всего этот метод подходит для изделий простой формы и небольшого размера.
Оборудование для сухого окрашивания
В порошковом окрашивании нанесение краски не является заключительным этапом. Чтобы полимер закрепился на поверхности, его нагревают в печах. Линия порошкового окрашивания состоит из:
- камеры для нанесения порошка. В этой герметичной камере наносится красящее вещество на металл;
- электростатического распылителя для нанесения порошка. Благодаря статическому электричеству, создаваемому источником высокого напряжения, краска равномерно наносится на конструкции любой формы;
- камеры полимеризации. Она обеспечивает постоянную температуру и оснащена системой вентиляции. В ней происходит процесс полимеризации краски и ее равномерное распределение по изделию;
- компрессора. Он предназначен для создания определенного давления в камере окрашивания;
- устройства для транспортировки металлоизделий. Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.
Технология порошкового окрашивания
Получить качественное декоративное покрытие на изделии из металла при помощи порошковой краски можно только путем строго соблюдения технологии окрашивания. Методика заключается в том, что сухие частицы краски распыляют на очищенную и обезжиренную поверхность. Ровный однородный слой порошка на изделии обеспечивается тем, что на отрицательно заряженную поверхность металла, частицы краски с положительным зарядом легко прилипают. Чтобы эти частицы превратились в слой краски, их запекают в печи при температуре от 150-250 0С.
Технология порошкового окрашивания состоит из трех этапов:
- подготовка;
- окрашивание;
- полимеризация.
Подготовка поверхности изделия к окрашиванию
Этот этап наиболее долгий и сложный. От предварительной подготовки поверхности металла будет зависеть дальнейшее качество покрытия: прочность, эластичность. Предварительный этап включает в себя:
- очистку от загрязнений;
- обезжиривание;
- фосфатирование.
С металлической поверхности удаляется ржавчина, окислы, грязь. Если старое покрытие оставить, то краска будет плохо сцепляться с поверхностью и покрытие прослужит недолго.
Самый эффективный метод удаления ржавчины и окислов – дробеструйная очистка. Для этого используется песок, стальные или чугунные гранулы. Мелкие частицы под сильным давлением или воздействием центробежной силы подаются на металл и оббивают с него загрязнения.
Можно использовать химическую очистку или травление. Для этого подойдет соляная, серная, азотная или фосфорная кислоты. Это более простой способ, позволяющий обработать большее количество изделий, чем дробеструйная чистка. Но он требует последующего промывания изделия от кислот, что ведет к дополнительным временным и финансовым затратам.
Фосфатирование изделия аналогично грунтованию. Поверхность обрабатывается составом, создающим фосфатную пленку, улучшающую адгезию.
Нанесение краски
Окрашивание производится путем электростатического напыления в специальных камерах с системой отсоса воздуха, которая не дает краске попасть наружу. Для окрашивания крупных предметов используются камеры проходного типа, а для мелких деталей тупиковые. Есть камеры, в которых краска наносится автоматическими пистолетами-манипуляторами.
Распыление производится пневматическим пистолетом. Положительно заряженные частицы краски обволакивают заземленную деталь и прилипают к ней. Весь процесс происходит следующим образом:
- порошковая краска в специальном бункере смешивается с воздухом. Пропорции регулируются при помощи вентилей;
- смесь краски и воздуха проходит через распылитель с высоковольтным источником, где частицы получают необходимый положительный заряд;
- краска распыляется на изделие и закрепляется на нем;
- вытяжная вентиляция уносит частицы, не получившие нужного заряда. Там они собираются в специальном бункере, а затем повторно используются или утилизируются.
Полимеризация или запекание
Металлоизделие с нанесенной краской помещается в печь. В ней под воздействием постоянной температуры происходит нагревание детали и полимеризация краски. Частицы сплавляются, образуя пленку, затем отвердевают и охлаждаются. Весь процесс занимает около 15–30 минут. Время полимеризации зависит от размера изделия и типа печи.
Температура в камере полимеризации держится в пределах 150-200 0С и зависит от типа краски. Расплавленный порошок способен заполнить все микронеровности, что дает хорошее сцепление с поверхностью металла.
Все необходимые свойства краска получает на этапе отвердения это прочность, внешний вид, защита. После этого изделие должно охладиться в течение 15 минут. В противном случае покрытие может быть повреждено, на него налипнет пыль и грязь.
Порошковое окрашивание — это наиболее экономичный, быстрый и экологичный способ получения надежной защитной поверхности на металле. Срок службы изделия значительно увеличивается, а декоративное покрытие может быть разнообразным не только по цвету, но и по структуре.
Сложности технологии заключаются в строгом соблюдении всех этапов. Для этого необходимо наличие специальной производственной линии. Проблемы могут возникнуть при:
- окрашивании крупногабаритных предметов;
- изделий сложной формы;
- конструкций из смешанных материалов.
Перед другими типами окрашивания сухой способ имеет бесспорные преимущества:
- безотходность;
- разнообразие красок по стоимости и свойствам;
- высокие физико-механические показатели окрашенной металлической поверхности.
По этим причинам порошковое окрашивание стало одним из самых популярных современных методов защиты металла от повреждений.
Способы порошковой окраски металла
Порошковая покраска металла – современный метод окрашивания и защиты поверхностей. Жидкое покрытие с частицами порошка наносится на окрашиваемую деталь. Частицы удерживаются на поверхности силой электростатического притяжения. При высокой температуре частицы мелкодисперсного порошка расплавляются и полимеризуются, образуя единое качественное покрытие.
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:

- в промышленном производстве металлических изделий;
- в металлургии;
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику;
- медицинские инструменты, оборудование;
- спортивный инвентарь;
- листовой металл, алюминиевые профили.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:
- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.
Разновидность порошковой окраски
Покраска металла проходит в три стадии. По подготовленной поверхности наносится порошковая краска. После напыления красящего состава деталь отправляют в печь для полимеризации.
Для нанесения покраски необходимо следующее оборудование:
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Порошковая покраска металлических изделий – эффект выше всяких похвал!
Методика порошковой покраски металлических изделий позволяет получать высококачественное и долговечное декоративное и защитное порошковое покрытие.
Сферы использования и достоинства порошковой технологии
Порошковую окраску металлических изделий широко применяют промышленные предприятия для надежной защиты:
- элементов разнообразных транспортных средств;
- облицовочных и кровельных, а также некоторых других строительных материалов;
- кованых изделий из металла;
- оборудования и агрегатов, используемых в химической промышленности;
- сельскохозяйственных машин.
С помошью технологии формируется долговечное защитно-декоративное покрытие на легковых автомобилях, электронных приборах, всевозможных элементах современной архитектуры, быттехнике.
Процесс проходит достаточно быстро за счет того, что покрытие очень быстро затвердевает после нанесения порошковой смеси на металлическую конструкцию. При этом сушить деталь приходится только один раз в отличие от случаев, когда изделия обрабатываются обычными лакокрасочными составами (их, как правило, приходится наносить 2–3 раза для получения нужного эффекта).

Нанесение порошковой смеси на металлическую конструкцию
Технология окраски, о которой мы расскажем ниже, требует компактного оборудования, которое выполняет все запланированные операции максимально быстро и качественно. Сама порошковая краска не содержит растворителей и гарантирует использование материала на уровне 96–98 %.
Составы поставляются потребителям в полностью готовом для применения виде, в порошковую краску не нужно добавлять дополнительных ингредиентов и контролировать уровень их вязкости. Благодаря этому обеспечивается высокое качество покраски и экономичность.

В красящем составе отсутствуют огнеопасные и токсичные компоненты, он экологически чист. Заметим, что небольшая часть порошка, которая остается после окраски (2–4 %), может повторно использоваться в технологическом процессе.
К другим достоинствам порошковой окраски относят высокую адгезию используемых составов, возможность максимальной автоматизации процесса, отсутствие сморщивания и потеков на обрабатываемой поверхности, малый показатель усадки и пористости краски за счет того, что в ней нет растворителей. Кроме того, порошковое покрытие не боится высоких (до +120 °С) и низких (до -60°) температур, гарантирует получение долговечного защитного слоя. Металлоизделия с покрытием эстетичны, есть большой выбор цветовых оттенков (более 5000).
Технология порошковой окраски – как все происходит?
Качественное декоративное и защитное покрытие на изделиях из металла составами в виде порошка требует четкого соблюдения технологических операций. Сначала металлическую поверхность необходимо подготовить для покраски, выполнив его тщательную очистку от ржавчины и старых лакокрасочных либо порошковых слоев посредством их зачистки. В принципе, старое покрытие можно не удалять, но тогда материал будет плохо сцепляться с поверхностью, что приведет к снижению качества окраски.

Очистка металлической поверхности от ржавчины
Также нужно обезжирить металлоизделие, а затем высушить его поверхность. В некоторых случаях металл требуется еще дополнительно фосфатировать или хроматировать (если этого требуют условия эксплуатации изделия).
Указанные процедуры чаще всего выполняются при порошковой окраске деталей легковых автомобилей.
Далее металлическое изделие подается в камеру окраски на специальной транспортерной ленте, на которой деталь надежно фиксируется. В камере на деталь наносится порошок выбранного цвета. Держится он на поверхности исключительно за счет того, что между краской и металлической поверхностью образовывается определенная разница потенциалов.

Камера для порошковой окраски
В отдельном полимеризационном отделении происходит покрытие полимером – оплавление нанесенного порошка и последующее затвердевание пленки. Итогом операции становится проникновение красящего состава в поры изделия на большую глубину.
Потом металлоизделие выдерживается на воздухе в течение заданного техпроцессом времени с целью обретения требуемой прочности и монолитности. При наличии агрегата для рекуперации остатков порошковой краски часть, которая не была использована, может быть переработана.
Какое оборудование применяется при порошковой окраске?
Окрашивание производится в специальных помещениях при помощи поточных линий либо компактных агрегатов. Последние могут быть немеханизированными и механизированными. Компактные установки используются на станциях техобслуживания. Теоретически пользоваться ими можно даже в обычном автомобильном гараже.
Если же в течение года предприятие окрашивает около 50 тысяч кв. м. металлоизделий, имеет смысл пользоваться поточными линиями, которые представляют собой цепочку агрегатов и машин, замкнутых конвейером периодического либо непрерывного действия. В такие линии обычно входят следующие камеры и аппараты:
- распылительная камера;
- вибросито (просеивает «вторичный» порошковый материал для окраски, поступающий из рекуператора);
- распылитель краски;
- рекуперационная установка;
- питатель;
- сушильный отсек.

Распылительная камера для порошковой покраски
Распылительные камеры ограничивают зону напыления порошковой краски, не давая ей попасть на другое оборудование или рабочих на производственном участке. Они могут оснащаться несколькими либо одним постом выполнения работ, бывают проходными и тупиковыми, передвигаемыми и стационарными. Стенки таких камер изготавливают из полипропилена, пропитанного антистатическими составами, твердых пластмасс, прочного стекла и разных марок стали.
Распылительные отделения различных производителей имеют свою собственную конструкцию, характеризуемую:
- особенностями исполнения системы отбора красящей смеси с днища установки;
- расположением механизма отсоса воздуха в камере (снизу либо сверху);
- размещением рабочих и транспортных отсеков.

Конструкция камеры для порошковой покраски
Распылители (ручные для мелкосерийного производства и стационарные, встраиваемые в автоматический цикл; по принципу функционирования – трибостатические и электростатические) необходимы для нанесения красящего материала на металлическую поверхность. Трибостатические приспособления имеют меньшую производительность, чем электростатические (10 килограмм порошка в час против 15–20). При этом оба варианта распылителей одинаково востребованы современными предприятиями.
Питатели оборудования для порошковой покраски представляют собой особые эжекторы, в которых воздух отбирает требуемый объем краски для формирования аэросмеси с заданным количеством твердых элементов. Впоследствии полученная смесь идет в распылитель по шлангу, а затем наносится на изделие.
Порошковая окраска металлических изделий
![]()
![]()
![]()
![]()
![]()
Окраска для металлических изделий — процедура совершенно необходимая. Тонкий, но прочный слой краски способен надолго предохранить поверхность от соприкосновения с влагой и, следовательно, возникновения коррозии. Поэтому металлические поверхности красили всегда, используя в основном, масляные краски. Собственно — красят и до сих пор, особенно, если надо что-то покрасить самому и один раз в несколько лет.
Но вот в промышленном варианте масляные краски имеют ряд существенных недостатков, а именно:
- пожароопасность (поскольку в основе масляных красок лежат горючие и легко воспламеняющиеся вещества)
- низкая экологичность (поскольку растворители и основы для масляных красок загрязняют окружающую среду очень сильно).
Не беремся судить, какой из этих недостатков пробудил в специалистах интерес к новой технологии, но факт остается фактом — с середины 70-х годов прошлого века все более популярной становится порошковый способ окраски металлов.
Что такое порошковые краски?
 Порошковая краска — это смесь из очень мелких (от 10 до 100 микрометров) твёрдых частиц, представляющих собой пигменты, пленкообразующие смолы, наполнители и специальные добавки. Главное их достоинство — отсутствие «мокрой» основы и необходимости в растворителях. Они подходят для покраски любых металлических поверхностей – от холодильников и велосипедов до листового железа. К тому же порошковыми красками можно покрыть такие поверхности, которые для других видов красок просто недоступны — внутренние части труб, которые должны выдерживать высокое давление и большую температуру.
Порошковая краска — это смесь из очень мелких (от 10 до 100 микрометров) твёрдых частиц, представляющих собой пигменты, пленкообразующие смолы, наполнители и специальные добавки. Главное их достоинство — отсутствие «мокрой» основы и необходимости в растворителях. Они подходят для покраски любых металлических поверхностей – от холодильников и велосипедов до листового железа. К тому же порошковыми красками можно покрыть такие поверхности, которые для других видов красок просто недоступны — внутренние части труб, которые должны выдерживать высокое давление и большую температуру.
Преимущества порошкового окрашивания
Во-первых – состав порошковых красок, как уже говорилось, не входят растворители. Это помогает избежать проблем с пожарной охраной и позволяет экономить время на подготовке красок к использованию. Порошковым краскам также не нужны особые помещения с противопожарной сигнализацией.
Во-вторых — порошок, не приставший к поверхности, не теряется и может быть возвращен в дело при помощи систем рекуперации. Таким образом, потери красящего вещества не будут в итоге больше 2-4% (жидких красок может теряться до половины объема 40-50%).
В-третьих – поверхность металла не нуждается в предварительной грунтовке, краска наносится в один слой, и не требует длительной сушки. Весь процесс занимает 1,5-2 часа, а переход с краски одного цвета на другой проходит гораздо быстрее, чем в “жидком» варианте.
Какие они бывают?
В зависимости от механизма пленкообразования выделяют две большие группы порошковых красок: термопластичные и термореактивные.
Они различаются по способу образования красочной плёнки:
- термопластичные составы просто плавятся и застывают на горячей поверхности
- составные части термореактивных составов вступают между собой в химические реакции
Термопластические краски создают пленки, некоторые из которых оказываются растворимыми.
К ним относятся порошковые краски на основе поливинилбутираля, полиамида, поливинилхлорида и полиэтилена
| Основной компонент | Свойства покрытия | Устойчивость к средам | Где применяются | Недостатки |
| Поливинил бутираль | Электроизоляция Нерастворимость в бензине Стойкость к абразивному истиранию | Выдерживают соленую и пресную воду при комнатной температуре | Защитно -декоративные покраски внутри помещений | Растворимы в горячей воде |
| Поливинил хлорид | Стойкость к истиранию Стойкость к проникновению влаги | Устойчивы к действиям моющих средств и атмосферных осадков | Защитно-декоративное окрашивание объектов на открытом воздухе и внутри помещений | |
| Полиамид | Стойкость к истиранию Стойкость к проникновению влаги | Устойчивы к воздействию растворителей и истиранию | Для наружных и внутренних покрасочных работ | |
| Полиэлифины | Электроизоляция Стойкость к проникновению влаги | Устойчивы к воздействию растворителей и истиранию | Для наружных и внутренних покрасочных работ | Склонность покрытия к растрескиванию |
Термореактивные краски включают порошковые составы, произведенные на основе полиэфирной и эпоксидной смолы, полиуретана и акрилатов.
ти краски лучше всего годятся для окраски металлических изделий, применяемых в строительстве и машиностроении.
| Основной компонент | Свойства покрытия | Устойчивость к средам | Где применяются | Недостатки |
| Эпоксидная смола | Прочность покрытия Высокая адгезия на металле | Устойчивы к растворителям | В машиностроении для покраски машин, работающих в помещении | Желтеют при перегреве Разлагаются под воздействием ультрафиолета |
| Полиэфирные смолы | Прочность покрытия Высокая адгезия на металле | Устойчивы к высоким температурам | В машиностроении для покраски машин, работающих под открытым небом | Желтеют под воздействием ультрафиолета |
| Полиуретан | Прочность покрытия Устойчивость к истиранию Шелковистая поверхность | Устойчиво к растворителям, жидкому топливу, минеральным маслам, атмосферным осадкам | В машиностроении для покраски машин, работающих под открытым небом | |
| Акрилат | Прочность покрытия Устойчивость к истиранию Глянцевая поверхность | Устойчивы к щелочам Устойчивы к высоким температурам | В машиностроении для покраски машин, работающих под открытым небом |
Технология покраски и оборудование
Технология порошкового окрашивания включает в себя три этапа:
- Подготовка поверхности к окраске;
- Нанесение порошковой краски;
- Полимеризация.
Для каждого из них предусмотрено свое оборудование. Предварительная подготовка поверхности — самый трудоемкий процесс, который, впрочем, будет менее всего затратен при подготовке «чистых» поверхностей «свежего» проката, которые ранее не окрашивались.
На этой стадии для нового проката потребуются шлифовальные машины или просто стальные щетки для удаления ржавчины. Ну и еще влажные тряпки и раствор уксусной кислоты для удаления следов жира.
Для нанесения (напыления) порошковой краски потребуются как минимум специальный «пистолет» и камера напыления (как максимум при поточной организации процесса).
 Напылительные пистолеты — абсолютно необходимое и достаточно дорогостоящее оборудование, цены на них колеблются от 10 до 25 тысяч рублей. Их действие основано на сообщении красящему порошку электростатического заряда. Частицы порошка, которые под давлением «выстреливает» пистолет, пролетают вблизи коронирующего электрода, и получают при этом электрический заряд, достаточный для прилипания к окрашиваемой поверхности.
Напылительные пистолеты — абсолютно необходимое и достаточно дорогостоящее оборудование, цены на них колеблются от 10 до 25 тысяч рублей. Их действие основано на сообщении красящему порошку электростатического заряда. Частицы порошка, которые под давлением «выстреливает» пистолет, пролетают вблизи коронирующего электрода, и получают при этом электрический заряд, достаточный для прилипания к окрашиваемой поверхности.
Среди специалистов наиболее популярны распылительные пистолеты «Старт–50» и «Квант». Без них не обходится не одно производство, связанное с применением порошковых красок.
 Камеры напыления необходимы там, где процесс покраски поставлен на промышленную основу. Они почти всегда имеют в комплекте рекуператором (то есть устройство, для сбора красящего порошка и его повторного использования), блоком фильтрации, блоком фильтров второй ступени очистки (выброс воздуха обратно в цех). Это оборудование позволяет свести к минимуму непроизводительные потери краски.
Камеры напыления необходимы там, где процесс покраски поставлен на промышленную основу. Они почти всегда имеют в комплекте рекуператором (то есть устройство, для сбора красящего порошка и его повторного использования), блоком фильтрации, блоком фильтров второй ступени очистки (выброс воздуха обратно в цех). Это оборудование позволяет свести к минимуму непроизводительные потери краски.
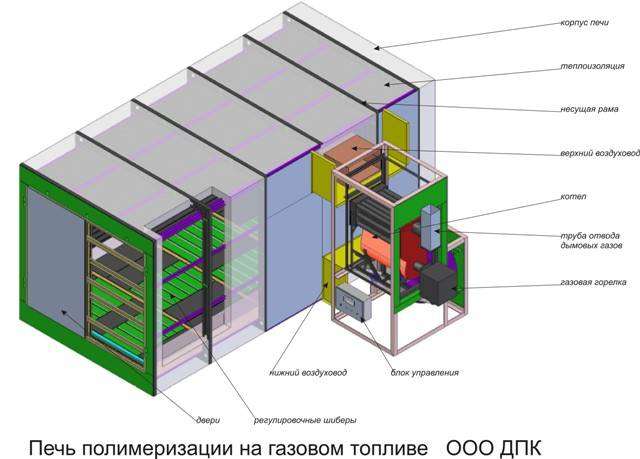
Для окончательного оформления красочного слоя потребуются еще печи полимеризации — то есть закрытые камеры, в которых происходит нагрев изделия до температуры «спекания» частиц краски.
Печи полимеризации — главный инструмент при порошковом окрашивании, их параметры определяют предельный размер детали, которую можно покрасить порошковой краской.
 По объему и типу работы камеры напыления можно разделит на однопостовые (для окраски небольших партий мелких изделий) двухпостовые валетные ( для двусторонней окраски длинномерных тяжелых изделий) двухпостовые односторонние (для окраски длинных трубчатые и больших партий мелких изделий) проходные (обеспечивающие непрерывный процесс покраски по принципу конвейра); тупиковые (работающие по циклу загрузка-разгрузка) Кроме того, процесс окрасочного производства требует создания транспортной системы, которая должна обеспечивать «фронт работ» для покрасчиков и операторов печей полимеризации.
По объему и типу работы камеры напыления можно разделит на однопостовые (для окраски небольших партий мелких изделий) двухпостовые валетные ( для двусторонней окраски длинномерных тяжелых изделий) двухпостовые односторонние (для окраски длинных трубчатые и больших партий мелких изделий) проходные (обеспечивающие непрерывный процесс покраски по принципу конвейра); тупиковые (работающие по циклу загрузка-разгрузка) Кроме того, процесс окрасочного производства требует создания транспортной системы, которая должна обеспечивать «фронт работ» для покрасчиков и операторов печей полимеризации.
Ручные транспортные системы (как правило это три транспортные тележки).
Их удобно использовать, когда речь идет о печи полимеризации с производственным циклом в 25-30 минут и партиях мелких изделий разных размеров, которые маляр может переместить самостоятельно.
Ручные транспортные системы без перевешивания.
Они удобны для окраски тяжелых, крупногабаритных изделий, которые нельзя переместить вручную.
Автоматические транспортные системы.
Они имеют смысл там, где работает конвейер, а все окрашиваемые изделия имеют одинаковый размер и форму — то есть в проходных печах полимеризации.
Таким образом, технология нанесения порошковой краски требует учитывать следующие особенности процесса:
- качественная покраска возможна только в цеховых условиях с использованием специального оборудования;
- окрашивать можно только изделия из термостойких материалов (поскольку температура полимеризации составляет от 180 до 200°С);
- размер изделий, которые можно окрасить таким способом ограничены габаритами камеры в печи полимеризации.

Последнее обстоятельства накладывает некоторые ограничения на окраску металлических изделий больших размеров (крупногабаритных листов проката, длинных труб малого диаметра и т.д.), но зато открывает огромные возможности для нанесения прочного и договечного красочного слоя на автомобильные диски, строительные профилей, фурнитуру, профлисты, металлочерепицу и другие метизы.
Видео по теме:
Порошковая покраска металлических изделий




Порошковая окраска металлических изделий — это относительно молодой, но уже зарекомендовавший себя как высококачественный, способ нанесения краски на металл. У него масса преимуществ перед привычным нам жидким способом -экологичность, долговечность, экономичность, ударопрочность, коррозионная и атмосферостойкость, эстетичность покрытия. Как видно из названия, в качестве красителя выступает не привычная нам жидкая форма, а порошкообразная. Принцип этого метода покраски заключается в разнополярной заряженности окрашиваемого изделия и самой краски под воздействием электрического импульса. Благодаря этому процессу частицы краски равномерно притягиваются к поверхности и далее полимеризируются под действием температуры в камерах. После чего, в естественных условиях изделия охлаждаются и могут быть использованы по своему назначению. Если рассматривать полный цикл окрашивания, то стоит выделить несколько этапов — это обработка поверхности изделия, нанесение краски, полимеризация и рекуперация.
Это довольно трудоемкий и продолжительный процесс, и многие им пренебрегают в целях экономии времени и средств. В нашей компании- ТД Металлпрофиль подготовка поверхности является обязательным условием всей технологии для получения качественного покрытия. Обработка поверхности предопределяет качество, эластичность и долговечность покрытия, способствует надежному сцеплению краски с окрашиваемой поверхностью и улучшению его антикоррозионных свойств. Стоит сказать, что данное условие более характерно для окраски давальческих изделий так, как наше оцинкованное сырье приходит с комбинатов — производителей стали (ММК,НЛМК и Северсталь) уже отвечающим требованиям к покраске. Идеальным условиям для покраски отвечает сталь, имеющая матовую поверхность (МТ) и без промасливания (без пассивации).
Для предварительной обработки поверхности перед окрашиванием используются методы обезжиривания, удаления окисных пленок и нанесения конверсионного слоя (фосфатирование, хроматирование). Из них обязателен лишь первый метод, а остальные применяются в зависимости от конкретных условий. Очистка обрабатываемой поверхности может производиться механическим или химическим способом. При механической очистке используются стальные щетки или шлифовальные диски, также в зависимости от размеров поверхности возможна ее притирка чистой тканью, смоченной в растворителе. Химическая очистка осуществляется с использованием щелочных, кислотных или нейтральных веществ, а также растворителей, применяющихся в зависимости от вида и степени загрязнения, типа, материала и размера обрабатываемой поверхности и т.д.
После того как изделия покидают участок предварительной обработки, они ополаскиваются и высушиваются. Сушка деталей производится в отдельной печи, затем они охлаждаются при температуре воздуха. После этого изделия помещаются в проходную камеру напыления, где на них наносится порошковая краска. Основное назначения камеры заключается в улавливании порошковых частиц, не осевших на изделии, утилизации краски и предотвращении ее попадания в помещение. Она оснащена системой фильтров и встроенными средствами очистки.
Способом нанесения порошковых покрытий является электростатическое напыление. Оно представляет собой нанесение на заземленное изделие электростатического заряженного порошка при помощи пневматического распылителя. Сначала порошковая краска засыпается в питатель. Через пористую перегородку питателя подается воздух под давлением, который переводит порошок во взвешенное состояние, образовывая так называемый «кипящий слой» краски. Сжатый воздух может также подаваться компрессором, создавая при этом местную область «кипящего слоя». Далее аэровзвесь забирается из контейнера при помощи воздушного насоса, разбавляется воздухом до более низкой концентрации и подается в напылитель, где порошковая краска за счет силы трения приобретает электростатический заряд. Это происходит следующим образом. Зарядному электроду, расположенному в главном ружье, сообщается высокое напряжение, за счет чего вырабатывается электрический градиент. Это создает электрическое поле вблизи электронов. Частицы, несущие заряд, противоположный заряду электрода, притягиваются к нему. Когда частицы краски прогоняются через это пространство, частицы воздуха сообщают им электрический заряд. При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает на ней и удерживается за счет электростатического притяжения.
На качество покрытия может влиять объем и сопротивление краски, форма, размеры частиц. Эффективность процесса зависит от размеров и формы детали, конфигурации оборудования, но прежде всего от мастерства специалиста-покрасчика.
В отличие от традиционных способов окрашивания, порошковая краска не теряется безвозвратно, а попадает в систему регенерации камеры напыления и может использоваться повторно. В камере поддерживается пониженное давление, которое препятствует выходу из нее частиц порошка, поэтому необходимость в применении рабочими респираторов практически отпадает.
На заключительной стадии окрашивания происходит плавление в печи при температуре +200 градусов Цельсия и полимеризация нанесенной на изделие порошковой краски в камере полимеризации.
Специалисты ТД Металлпрофиль строго придерживаются всего технологического цикла порошковой покраски металлов, в следствие чего, на выходе получается высококачественный продукт, готовый к использованию в самых сложных условиях эксплуатации.
Источники:
http://kraskacentr.ru/kraski/pokraska/poroshkovaya-okraska.html
http://superarch.ru/stroitelstvo/kraska/poroshkovaya-okraska-metallicheskix-izdelij-texnologiya-vyipolneniya
http://promzn.ru/metallurgiya/poroshkovaya-okraska-metalla.html
http://remoskop.ru/poroshkovaja-okraska-pokrytie-metallicheskih-izdelij-tehnologija.html
http://stvybor.ru/staty/182-poroshkovaya-okraska-metallicheskikh-izdelij/
http://profnastil-metall.ru/poroshkovaya-pokraska-metallicheskix-izdelij/
http://dekormyhome.ru/rukodelie/vitraj-na-bymage-svoimi-rykami-poetapno-kak-narisovat-s-shablonom.html

